การหล่อเย็นในแม่พิมพ์พลาสติก เป็นขั้นตอนที่มีความสำคัญอย่างมากในกระบวนการฉีดพลาสติก เพื่อให้รอบการฉีดสั้นลงการหล่อเย็นจะเริ่มต้นเมื่อฉีดพลาสติกเต็มแม่พิมพ์ ซึ่งเกิดขึ้นในช่วงเวลาหนึ่ง ความร้อนส่วนใหญ่จะถ่ายเทออกไปในช่วงเวลาหล่อเย็น(เวลาหลังการฉีด) จนถึงการเปิดแม่พิมพ์และการปลดชิ้นงาน การออกแบบระบบหล่อเย็นจะขึ้นอยู่กับพท.ของชิ้นงานที่ต้องหล่อเย็นเป็นเวลานานที่สุดให้เย็นลงจนถึงอุณหภูมิปลดชิ้นงาน
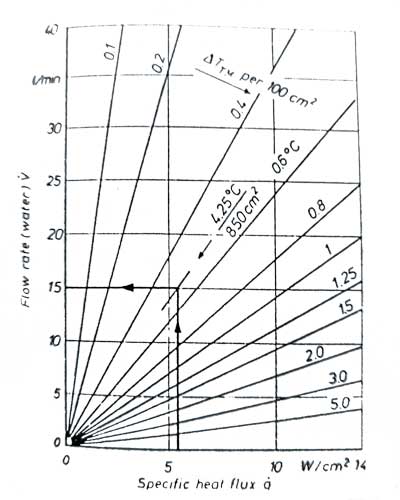
สิ่งสำคัญที่ต้องนำมาพิจารณาคือความสัมพันธ์ระหว่างอัตราการหล่อเย็นและ fourier number ความหนาแน่นของกระแสความร้อนแปรตามอุณหภูมิของคาวิตี้ สำหรับความหนาผนังที่ต่างๆกัน ความหนาแน่นของกระแสความร้อน สามารถช่วยในการเลือกออกแบบระบบหล่อเย็นของแม่พิมพ์
ผลคุณของความหนาแน่นของกระแสความร้อนกับพท.ผิวของชิ้นงาน AM ก็คือปริมาณความร้อนซึ่งสารหล่อเย็นต้องถ่ายเทออกในหนึ่งรอบการฉีด อัตราการไหลของสารหล่อเย็น VC คิดจากอุณหภูมิที่เพิ่มขึ้นของสารหล่อเย็น ซึ่งไม่ควรเกิน 5 oC
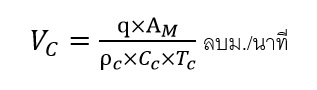
เมื่อ
Vc อัตราการไหลของสารหล่อเย็น (ลบม./นาที)
q ความหนาแน่นของกระแสความร้อน (วัตต์/ตรม.)
AM พื้นที่ผิวของชิ้นงาน (ตรม.)
ρc ความหนาแน่นของสารหล่อเย็น (กก/ลบม.)
Tc ความร้อนจำเพาะของสารหล่อเย็น (จูล/กก.)
หรือดูความสัมพันธ์ได้จากภาพที่2