ขึ้นรูปพลาสติกแบบฝังเกลียวโลหะ (Metal Thread Insert)
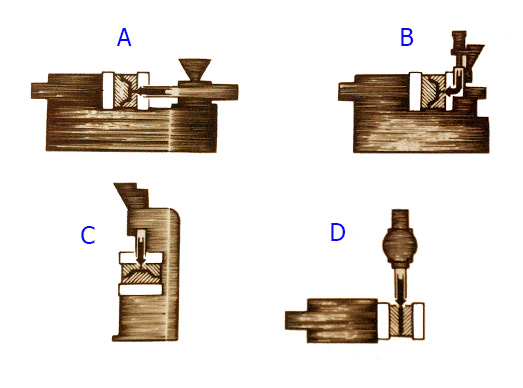
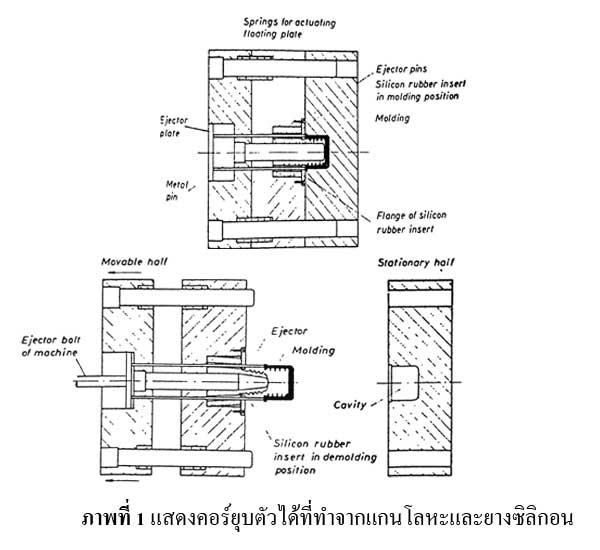
การฝังเกลียวโลหะอาจทำได้โดยการฉีดพลาสติกหุ้ม (Casted-in) หรือฝังลงไปในรูที่ฉีดเตรียมไว้แล้ว โดยการใช้คลื่นเสียง Ultra Sonic หรือความร้อน โลหะที่ใช้สำหรับฝังในแม่พิมพ์พลาสติกจะมีรูปแบบต่างๆ ดังแสดงในภาพที่ 1

ภาพที่ 1 เกลียวโลหะฝังพลาสติกขึ้นรูป
แม่พิมพ์พลาสติกที่ใช้การฉีดหุ้มเกลียวโลหะ ต้องออกแบบให้มีการจับยึดเกลียวโลหะที่แน่นหนาเพียงพอ Read More