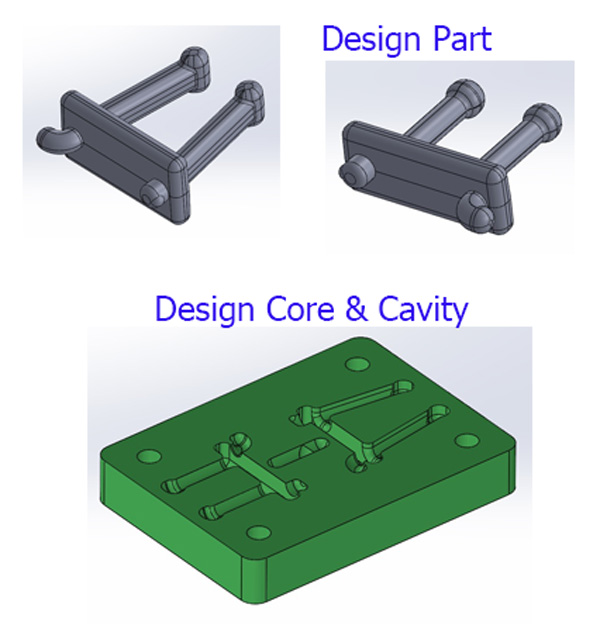
การทำรูระบายอากาศในแม่พิมพ์พลาสติก
ในกระบวนการฉีดพลาสติกเข้าสู่แม่พิมพ์ พลาสติกหลอมเหลวจะถูกเครื่องฉีดอัดด้วยแรงดันสูงเข้าสู่แม่พิมพ์ การไหลของพลาสติกหลอมเหลวเพื่อเติมเต็มโพรงแบบภายในแม่พิมพ์อาจใช้เวลาเพียงไม่กี่วินาที การออกแบบแม่พิมพ์พลาสติก จึงควรคำนึงถึงการไหลเข้าของพลาสติกเพื่อเติมเต็ม และการไหลออกของอากาศภายในโพรงแบบ เพื่อให้ชิ้นงานที่ฉีดออกมามีคุณภาพสมบูรณ์ ไม่เกิดรอยตำหนิที่ชิ้นงาน
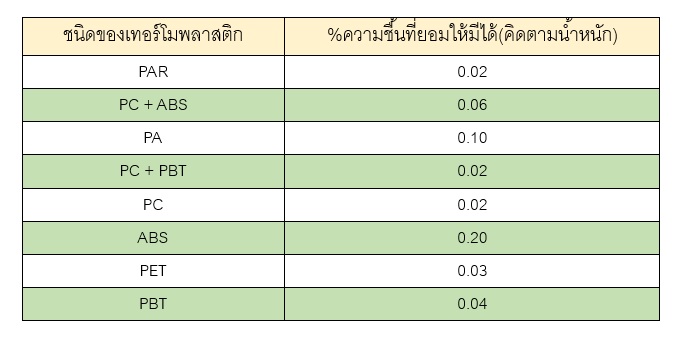
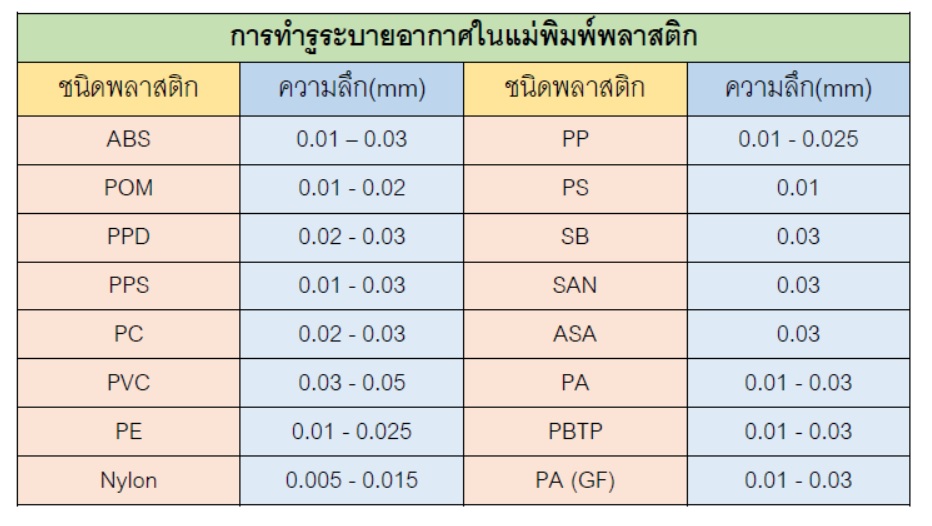
โดยปกติเรามักเลือกใช้ค่า ตามตารางด้านล่างนี้ เพื่อออกแบบระยะห่างของแม่พิมพ์ตามชนิดของพลาสติก
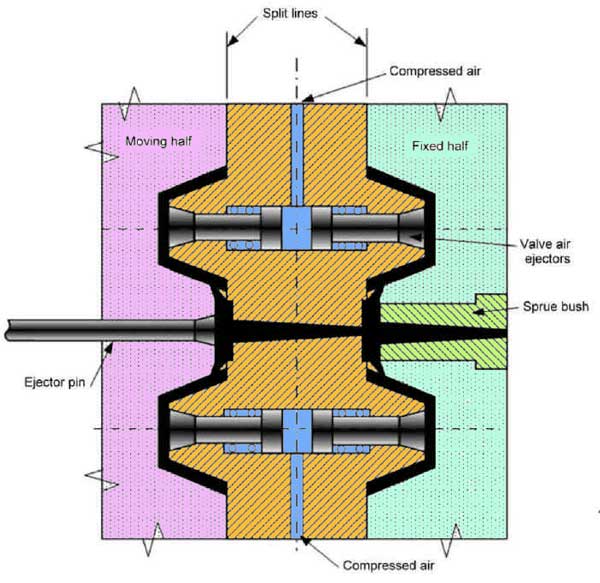
รูระบายอากาศในแม่พิมพ์พลาสติก
การระบายอากาศภายในแม่พิมพ์ควรพิจารณาดังนี้
1.การทำรูระบายอากาศต้องคำนึงถึงความหนืดของพลาสติกแต่ละชนิด ซึ่งค่าความหนืดขึ้นอยู่กับ
-อุณหภูมิของแม่พิมพ์
-อุณหภูมิของพลาสติกที่ฉีดเข้าไปในแม่พิมพ์
-ความดันในการฉีดพลาสติก
2.อุณหภูมิที่ตำแหน่งของรูระบายอากาศ
3.ความดันที่ cavity