งานบรรจุภัณท์พลาสติกส่วนใหญ่จะใช้ แม่พิมพ์เป่าพลาสติก ในการขึ้นรูป ขวดที่เราเห็นกันในชีวิตประจำวัน ไม่ว่าจะเป็นพลาสติก pet หรือ pe ล้วนต้องใช้แม่พิมพ์ในการขึ้นรูปทั้งสิ้น กระบวนการเป่าพลาสติกทั้งแบบ preform หรือ parison หลักเกณท์ในการออกแบบแม่พิมพ์เป่าพลาสติก ก็มีความแตกต่างกัน
การเป่าพลาสติก มีหลายรูปแบบ ในบทความนี้จะพูดถึงแบบ parison ซึ่งเราควบคุมความหนาของผนังขวดจาก นน.ชิ้นงาน และการปรับตั้งที่หัว die ของเครื่องเป่า เพื่อควบคุมให้ได้คุณภาพตรงตามต้องการ แต่ในบางกรณีชิ้นงานที่ได้จากการเป่าถึงแม้จะมีรูปร่างที่ถูกต้อง แต่เมื่อนำไปใช้งานจริง หรือนำไป drop test จะเกิดการแตกที่ก้นของชิ้นงาน ทำ
ให้ต้อง reject ชิ้นงาน และเสียเวลาในการผลิตใหม่
ปัญหาตามที่กล่าวมาเกิดขึ้นได้หลายกรณี ขึ้นอยู่กับ meterial และ condition ที่ใช้ในการเป่าพลาสติก อย่างไรก็ดีหากปรับตั้งทุกอย่างได้ถูกต้องแล้ว ให้ลองดูที่การออกแบบแม่พิมพ์บางครั้งอาจมีความผิดพลาดส่งผลให้เกิดจุดเปราะบางขึ้นได้
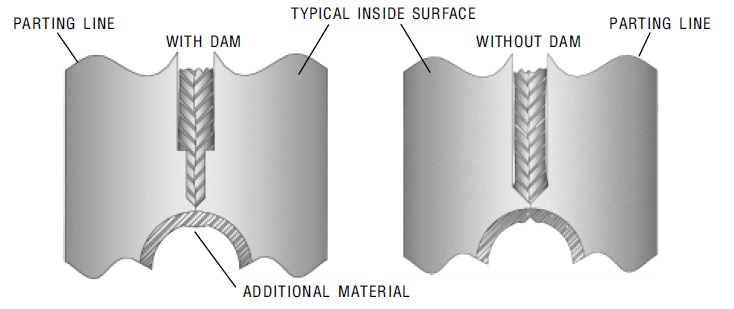
โดยปกติในการออกแบบแม่พิมพ์เป่า เรามักออกแบบให้มีช่องว่างเพื่อหลบเนื้อและตัดขอบพลาสติก บางกรณีหาช่องว่างนี้ไม่เหมาะสม จะส่งผลในเกิดการยุบตัวในเนื้อพลาสติกขณะเป่า ซึ่งเกิดขึ้นภายในยากต่อการตรวจสอบ ดังแสดงตามภาพที่ 1
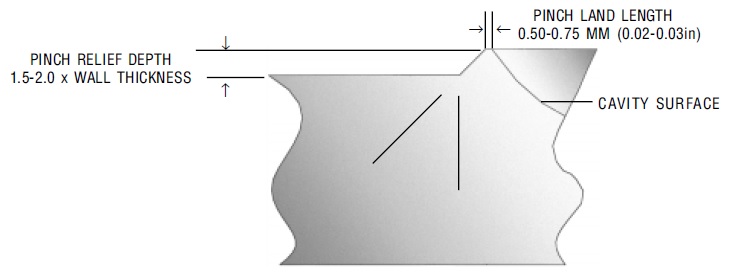
ในส่วนของ parting line ของขวดพลาสติก โดยปกติเรามักออกแบบแม่พิมพ์ โดยใช้เงื่อนไขตามภาพที่ 2 ทั้งนี้ขึ้นอยู่กับลักษณะรูปร่างชิ้นงาน และความหนาของชิ้นงานที่จะเป่าด้วย
Social tagging: blow molding > extrusion blow mold > parting line > preform blow mold > ออกแบบแม่พิมพ์เป่า > เป่าขวดพลาสติก > แม่พิมพ์เป่าขวด > แม่พิมพ์เป่าพลาสติก