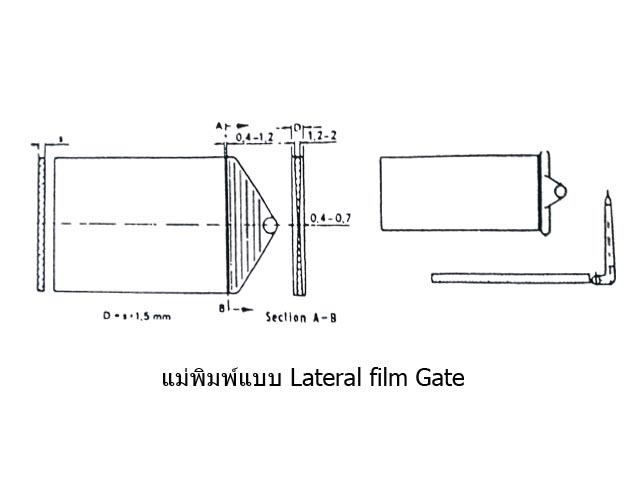
โมลฉีดพลาสติกล้วนถูกออกแบบมาเพื่อ ฉีดพลาสติก ให้ได้ชิ้นงานออกมาสมบูรณ์ถูกต้องตามที่ผู้ออกแบบได้ทำการออกแบบไว้ ในขั้นตอนการสร้าง แม่พิมพ์ฉีดพลาสติก นั้น หากผู้ออกแบบขาดประสบการณ์ในงานฉีดพลาสติก อาจทำให้ชิ้นงานพลาสติกเกิดปัญหาขึ้นได้
ในการฉีดพลาสติกจุดที่ส่งผลต่อชิ้นงานพลาสติกคือแรงดันและอุณหภูมิ ซึ่งมีผลต่อการหดตัวของชิ้นงาน ความหนาของผนังชิ้นงานที่แตกต่างกันย่อมส่งผลต่อเวลาในการหล่อเย็นที่ต่างกัน และมีโอกาสที่จะเกิดฟองอากาศด้านในได้
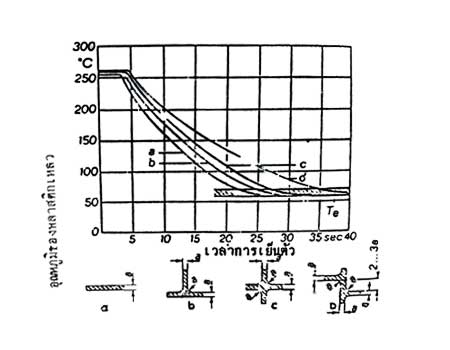
จากตารางที่1 แสดงความสัมพันธ์ของอุณหภูมิและเวลาที่ใช้ในการหล่อเย็นชิ้นงาน โดยแบ่งชิ้นงานเป็น4แบบ มีความหนาชิ้นงานเท่ากัน แตกต่างกันเพียงจุดรอยต่อขอชิ้นงาน จะเห็นได้ว่าชิ้นงาน a ใช้เวลาในการหล่อเย็นถึงจุด Te น้อยกว่าชิ้นงาน d ถึง15วินาที